How to choose the right 3D printing technology — FDM, SLA or SLS?
FDM, SLA and SLS are not interchangeable — each one solves a different problem. A guide to the strengths, weaknesses and typical uses so we can pick the best method for every project.
Most clients arrive with the question "how much does a 3D print cost?", and the first question we ask back is: what will the part be used for? The answer determines the technology, the technology determines the material, and the material determines the price and the timeline. FDM, SLA and SLS are three different languages — trying to solve a fine dental model on FDM, or a large structural bracket on SLA, is almost always the wrong decision.
This post is a practical guide — no marketing — to how we at the 3D4U workshop choose a technology for a specific project.
---
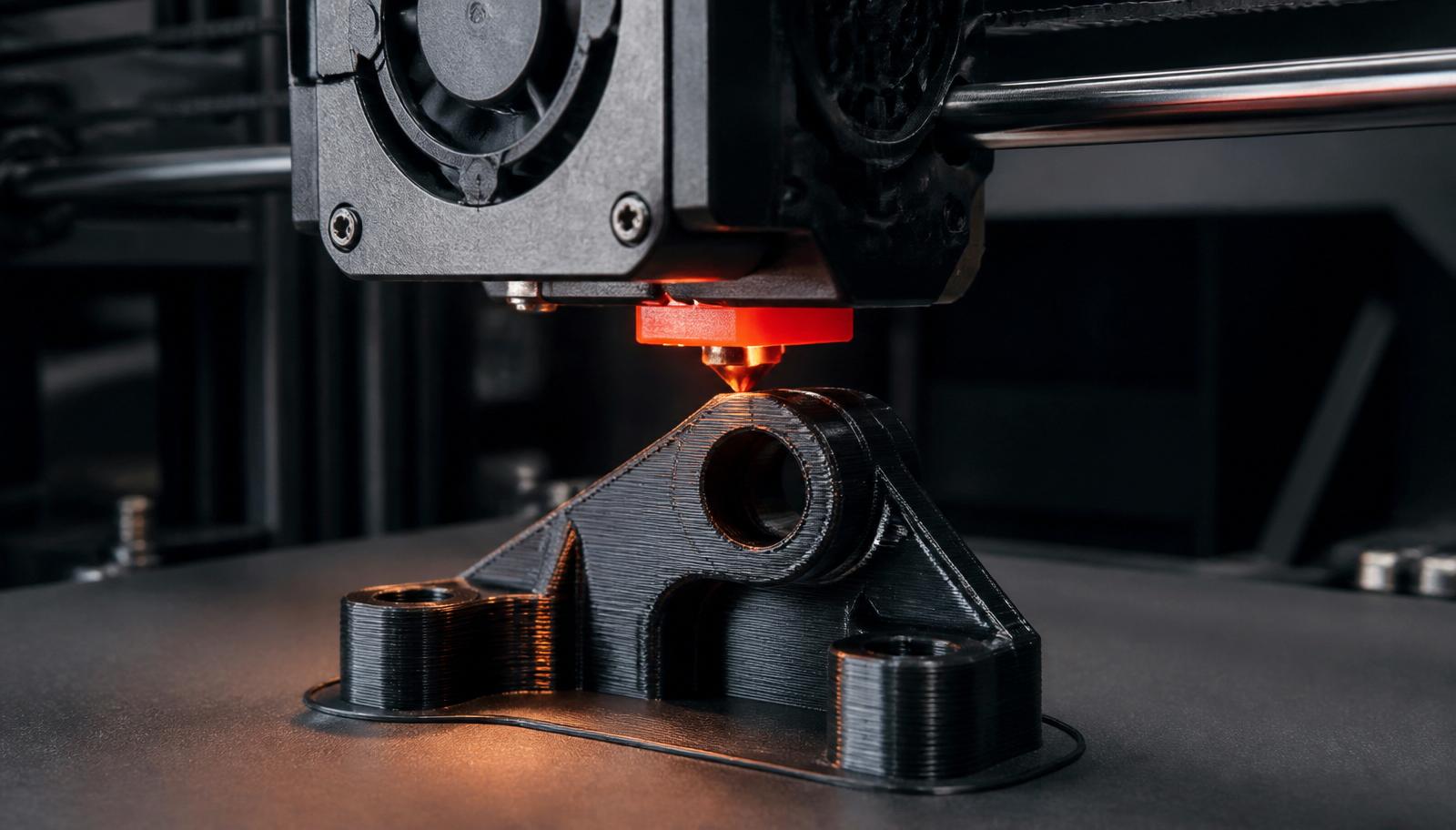
FDM — FUSED DEPOSITION MODELINGFDM 3D printer at work — depositing a layer of molten PLA filament
FDM is the technology most people picture when they hear "3D print". A heated nozzle melts a plastic filament and builds the part layer by layer on a bed. It is the most widespread method in the industry because it is robust, materials are cheap, and the filament range is wide: PLA, PETG, ABS, ASA, PC, Nylon, PET-CF, PA-CF, TPU and others.
Advantages:
• Lowest cost per part — especially for larger and functional parts.
• Wide range of engineering materials, including carbon- and glass-fiber reinforced.
• Large build volume — we can print parts more than half a meter long in one piece.
• Excellent strength-to-weight ratio for functional prototypes, tooling and end-use parts.
• Materials are UV- and heat-stable (depending on the choice), so parts survive outdoor conditions.
Drawbacks:
• Visible layer lines — the surface is not as smooth as on SLA.
• Anisotropy: the part is weaker perpendicular to the layers, so print orientation affects strength.
• Fine details below ~0.4 mm are unreliable.
• Supports leave marks on down-facing surfaces.
When we recommend FDM: functional prototypes, enclosures, brackets, tooling, jigs, fixtures, spare parts, large pieces, parts under mechanical load. For most engineering tasks FDM is the first choice.
---
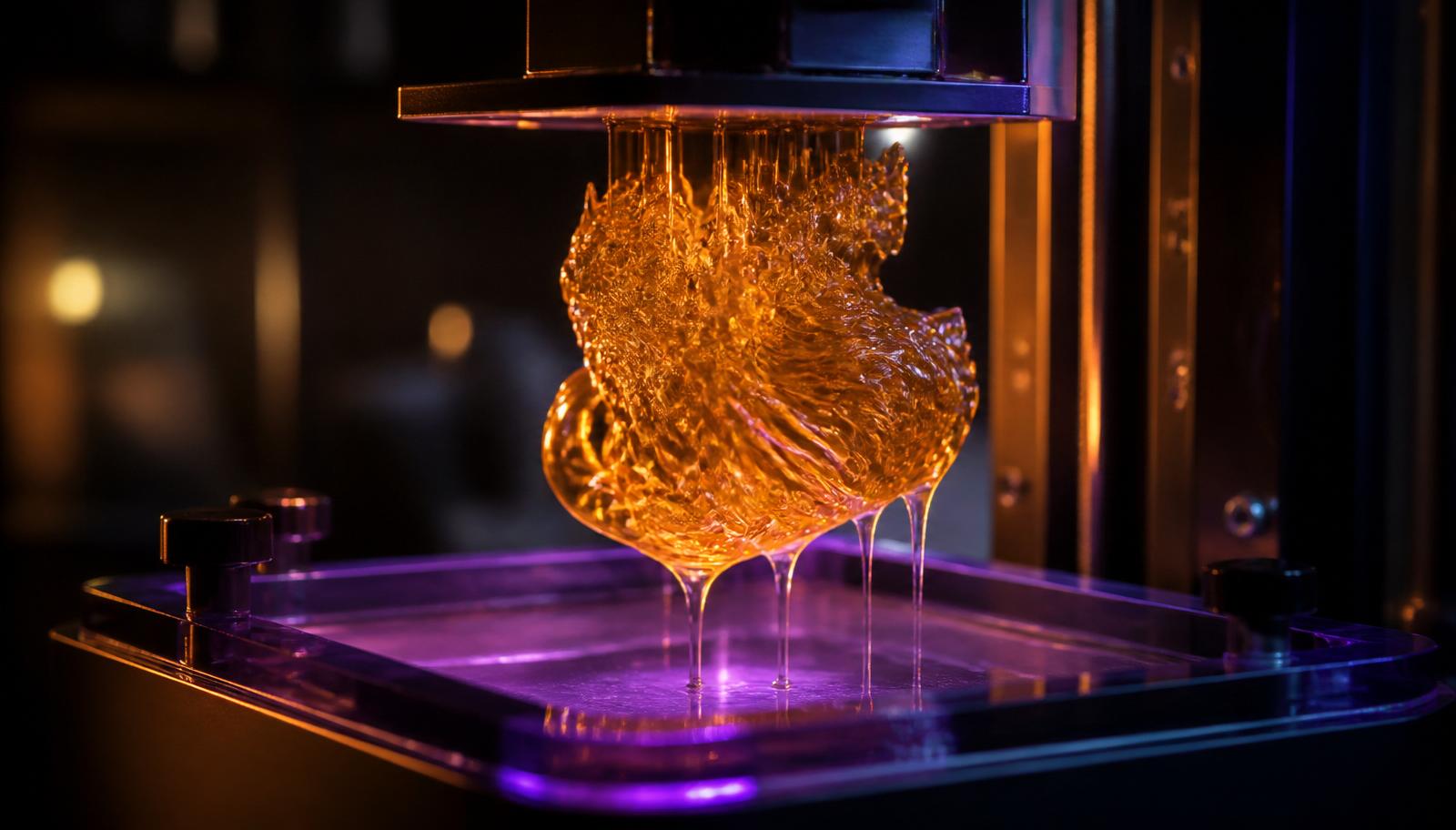
SLA — STEREOLITHOGRAPHY (RESIN)SLA printer lifting a model out of a vat of liquid photopolymer resin
On SLA a UV laser or LCD mask selectively cures liquid photopolymer resin. The model is built upside down — hanging from the build plate as it rises out of the vat. Resolution is exceptional: 25–50 micron layers, sharp detail, smooth surfaces without visible lines.
Advantages:
• Highest visual quality — smooth surface, sharp detail, thin ribs and geometry that would be impossible on FDM.
• Very tight tolerances — ideal for parts that assemble together, dental models, jewelry, miniatures.
• Wide choice of specialty resins: flexible, tough, high-temp, dental, castable, clear, ABS-like.
• Transparent resins allow for genuinely see-through parts (lenses, flow demos, presentation models).
Drawbacks:
• Most resins are more brittle and more sensitive to UV and heat than engineering FDM materials — not the first pick for outdoor or thermally loaded parts.
• Post-processing: wash in isopropanol and UV cure — more steps, more time.
• Smaller build volume than SLS/FDM machines — large parts are split into sections.
• Higher cost per volume than FDM.
• Liquid resin handling requires protection — we take that off the client's hands.
When we recommend SLA: presentation and design models, miniatures, jewelry, dental and medical models, clear and transparent parts, small assemblies with tight tolerances, master models for silicone molds.
---
SLS — SELECTIVE LASER SINTERINGSLS part pulled from the chamber, brushing off excess nylon powder
SLS uses a CO2 laser that sinters (bonds without fully melting) fine nylon powder particles, layer by layer. The key difference from FDM and SLA: the unused powder in the chamber acts as support, so parts need no artificial supports. That opens up geometries no other method can print in one piece — moving assemblies, hinges, complex lattices, cages inside cages.
Advantages:
• Geometric freedom — no supports, no marks, closed assemblies with moving parts can be printed in one go.
• Isotropic strength — the part is roughly equally strong in every direction, unlike FDM.
• Nylon parts (PA12, PA11, glass-filled) are strong, tough, chemically resistant and suitable for functional use.
• Excellent repeatability and precision for small batches of 10–500 pieces.
• Surface is matte, uniform and looks professional straight off the printer.
Drawbacks:
• Higher cost than FDM — SLS machines and powder are more expensive, and the energy needed for sintering is significant.
• Color is limited (mostly gray/beige nylon); dyeing is possible but adds a step.
• The surface is slightly porous — sealing or polishing requires additional work.
• Longer chamber cooldown — several days from print to delivery.
When we recommend SLS: small batches of functional parts, complex geometries FDM cannot produce, moving assemblies in a single print, industrial and mechanical parts, parts that need isotropic strength, prototypes that must look like the finished product.
---
HOW WE CHOOSE AT 3D4U
A practical framework we use before quoting a project:
1. Functional or visual part? Functional → FDM or SLS. Visual → SLA.
2. Mechanical load and temperature? Yes → FDM (engineering filaments) or SLS. No → SLA is an option.
3. Fine details below 0.5 mm or thin walls? Yes → SLA or SLS. No → FDM.
4. Complex moving assemblies or internal cavities? Yes → SLS. No → FDM/SLA.
5. Quantity? 1–5 pieces → FDM/SLA. 10–500 → SLS or parallel FDM.
6. Budget? Tight → FDM. Presentation quality matters → SLA. Functional series → SLS.
None of these technologies is "better" than another — only better for a specific task. At 3D4U we often combine them: enclosure on FDM, transparent lens on SLA, hinged bearing seat on SLS — all in the same project.
If you are not sure which method fits your part, send us the 3D model or a sketch and describe how it will be used. You will get a technology, material and orientation recommendation for free, before any order.